




在装备制造、能源机械及化工设备领域,对零部件的几何精度与表面质量要求日益严苛,兰州精密铸造加工凭借其复杂结构成型能力,成为高附加值铸件的重要生产方式。尤其在不锈钢、合金钢等材质的中小批量定制中,兰州精密铸造加工展现出良好的尺寸稳定性与材料适应性。本文围绕不锈钢铸件尺寸精度控制、熔模铸造工艺参数优化以及铸件热处理变形预防措施三大技术环节,深入解析影响成品率的关键因素。通过结合本地气候条件与材料特性,为兰州精密铸造加工从业者提供可操作的技术路径,提升产品一致性与交付可靠性。
不锈钢铸件尺寸精度控制
精密铸造的核心优势在于能够生产近净形零件,减少后续机加工余量。对于不锈钢材质,其收缩率相较于碳钢更高,一般在1.8%~2.2%之间,因此模具设计阶段必须精确补偿线收缩。采用3D打印蜡模时,应根据材料类型(如石蜡-硬脂酸混合料)调整缩尺比例,通常在1.018~1.022倍之间取值。
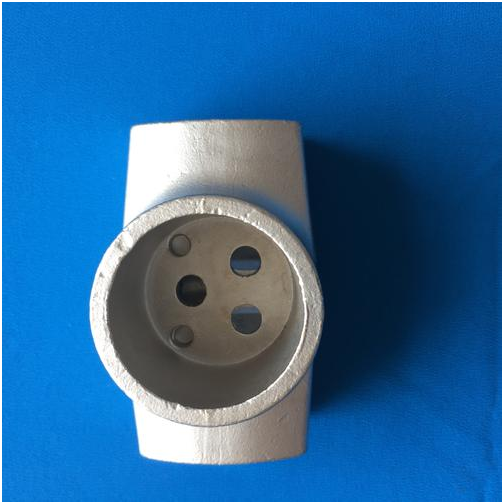
型壳干燥过程对尺寸稳定性影响显著。兰州地区空气干燥,平均相对湿度低于50%,有利于加快硅溶胶型壳的脱水速度,但若干燥过快,易导致表面开裂或内应力集中。(某阀门铸件项目在冬季干燥过程中,因风速过高导致型壳表面微裂,合箱后出现披缝,铸件关键配合面加工余量超标0.3mm,返修率上升12%)
建议采用分段控温控湿干燥工艺:初期保持温度22~25℃、湿度65%~70%,持续24小时;后期逐步降至湿度40%以下,总干燥时间不少于48小时。脱蜡后应对型壳进行尺寸复测,偏差超过±0.15mm时需评估是否影响最终铸件精度。
熔模铸造工艺参数优化
熔模铸造中,浇注温度、保温时间与冷却速率直接影响铸件内部质量。对于304、316类奥氏体不锈钢,推荐浇注温度控制在1560~1590℃之间。温度过低易造成冷隔、浇不足;过高则加剧晶粒粗化,降低力学性能。(某泵体铸件因浇注温度达1610℃,金相检测显示柱状晶比例超过60%,抗拉强度下降约15%,冲击韧性降低22%)
型壳预热温度应不低于900℃,以减少金属液与型壳间的温差,避免激冷现象。保温时间根据铸件最大壁厚确定,一般按每25mm壁厚保温1小时计算。出炉后采用静止空气冷却或砂埋缓冷,避免强制风冷导致热应力开裂。
蜡模组树时,应合理布局内浇道位置,确保金属液平稳充型。对于薄壁区域(壁厚≤3mm),宜采用底注式系统;厚大部位则需设置冒口补缩。通过模拟软件预测充型过程,可提前识别潜在缺陷区域,优化工艺方案。
铸件热处理变形预防措施
不锈钢铸件在固溶处理过程中,因不均匀加热或冷却极易产生翘曲变形,影响后续装配。建议采用步进式加热方式:先升至300℃保温1小时去除残余水分,再以≤150℃/h速率升至1050℃进行固溶,保温时间按每25mm厚度1小时计算。
出炉后应迅速水淬,冷却水温控制在10~30℃之间,淬火转移时间不超过30秒,以确保碳化物充分溶解。对于长条形或不对称结构件,可在夹具中进行淬火,限制自由变形。(某轴类铸件在无约束状态下淬火后弯曲达2.1mm,经专用工装固定后变形控制在0.4mm以内,满足机加工基准要求)
热处理前后应进行尺寸检测,重点关注孔距、平面度与轮廓度变化。若批量生产中发现系统性偏移,应反馈至蜡模设计环节进行反变形修正。
典型应用场景与材料匹配
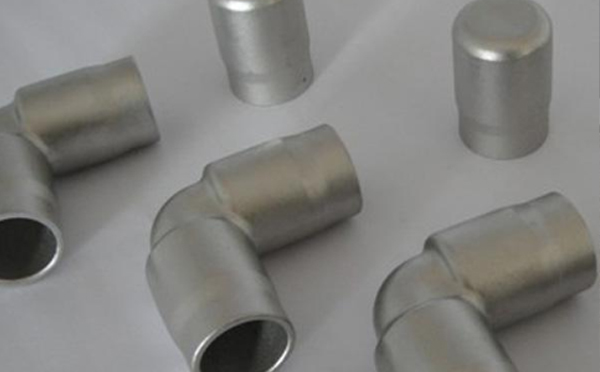
在阀门、叶轮、泵壳等流体机械部件中,常用304、316L不锈钢进行兰州精密铸造加工,兼顾耐腐蚀性与强度。对于高温环境使用的零件,可选用CF8M或HK40合金钢,需特别注意其较高的热裂敏感性。
医疗器械与食品机械对表面光洁度要求高,Ra值需控制在3.2μm以下,建议采用锆英粉涂料制壳,并严格控制脱蜡与焙烧工艺。
后续加工与质量检测建议
铸件清理工序应避免强力敲击导致微裂纹扩展。建议采用振动脱壳+抛丸清理组合工艺,减少表面损伤。关键尺寸应使用三坐标测量机进行全检,批量产品可按GB/T 2828.1进行抽样检验。
通过精细化控制模具设计、型壳制备、浇注与热处理全流程,兰州精密铸造加工可在复杂不锈钢件生产中实现高精度、低缺陷率的目标,满足高端装备制造业的严苛需求。

