




在昼夜温差大、砂源丰富的甘肃,甘肃树脂砂铸件凭借尺寸精度高、表面粗糙度低的优势,已成为风电轮毂、齿轮箱壳体、高压阀体的首选。许多采购在对比“甘肃树脂砂铸件工艺参数与成本控制”时发现,同一牌号不同报价差可达18%,关键就在树脂加入量与再生砂比例;而“甘肃树脂砂铸件常见缺陷与修复技巧”是否系统,又决定后期机加余量与焊补次数。本文用河西走廊三家批量数据与现场案例,拆解从原砂到入库的完整链条,让甘肃树脂砂铸件真正做得省、交得快、缺陷少。
一、原砂阶段:把甘肃树脂砂铸件耗砂量降8%,从筛目开始
甘肃本地擦洗砂SiO₂≥92%,含泥量0.2%,粒径AFS 55-65即可满足HT250-QT500要求。采用40 ℃低温烘干+直线筛二次筛分,灼烧减量由0.85%降到0.45%,每吨铸件耗新砂减少28 kg,折合成本降36元/t。(数据:2025年4月,张掖10 t/日风电轮毂车间,连续30天统计)
要点:
水分控制:出砂温度≥35 ℃时,树脂耗量增加12%,烘干后含水≤0.15%最经济。
砂温恒定:砂温每升10 ℃,固化剂磺酸加入量需减0.15%,否则型砂可使用时间缩短30%。
二、混砂阶段:甘肃树脂砂铸件工艺参数与成本控制,树脂可省0.3%
采用高速转子混砂机,转子线速度≥12 m/s,树脂加入量由1.2%降到0.9%,24 h抗拉强度仍达1.8 MPa,比传统叶片式混砂高0.3 MPa。(案例:2025年5月,酒泉5 t/批阀体生产线,批间强度波动±0.05 MPa)
操作细节:
先加固化剂后加树脂,间隔5 s,包覆更均匀,游离甲醛释放量降25 mg/kg,满足HJ 75排放限值。
混砂时间90 s即可,过度120 s以上,砂温升8 ℃,导致可使用时间从8 min缩到5 min,易出现冲砂缺陷。
三、造型阶段:甘肃树脂砂铸件流程优化,单件造型节拍缩至6 min
采用三工位转台+自动翻箱机,20 kg砂芯一人操作,节拍由10 min降到6 min,班产由80件提到120件,折合人工费省4.5元/件。(数据:2025年6月,武威泵壳车间,连续两周统计)
关键动作:
冷铁厚度:对QT600-3齿轮箱壳体,外冷铁厚度取模数1.2倍,可消除缩松,工艺出品率由68%提到78%。
通气绳:φ8 mm尼龙绳埋入芯骨,燃烧后形成排气通道,减少气孔缺陷率由3%降到0.5%。

四、浇注阶段:甘肃树脂砂铸件常见缺陷与修复技巧,渣孔率降1.5%
采用底注开放式浇口,横截面积比F直:F横:F内=1:2:1.5,铁液上升速度120 mm/s,渣孔缺陷由2%降到0.5%,焊补工时省0.6 h/件。(案例:2025年7月,兰州缸盖车间,批量200件统计)
技术要点:
浇注温度:HT250薄壁件控制在1380 ℃,每降10 ℃,冷隔缺陷增加0.3%,但缩松风险减0.2%,需权衡。
随流孕育:0.15%硅钡孕育剂随铁液加入,白口深度由3 mm降到1 mm,加工性能提高,刀具寿命延长15%。
五、清理阶段:甘肃树脂砂铸件后期维护技巧,一次抛丸成本降20%
采用0.8 mm高碳钢丸+0.4 mm不锈钢丸混合,抛丸速度75 m/s,时间6 min,表面粗糙度Ra≤25 μm,比单一钢丸节省弹丸消耗12 kg/t,电费省8 kWh/t。(数据:2025年8月,白银清理线,连续20天统计)
技巧:
余热退火:开箱温度≥600 ℃时立即进炉,保温2 h随炉冷,内应力峰值由180 MPa降到90 MPa,加工变形减少0.1 mm。
一次校形:液压机压力取材质屈服强度×1.2倍,QT500-3齿轮箱壳体校形量≤2 mm,避免二次加热,能耗省45 kWh/件。
六、质量阶段:甘肃树脂砂铸件无损检测, UT一次合格率98%
采用5Pφ14直探头,灵敏度Φ3 mm平底孔,对壁厚50 mm轮毂毛坯检测,一次合格率98%,返修率由5%降到2%,交期缩短3天。(案例:2025年9月,定西风电毛坯,批量120件)
要点:
缺陷定位:用三晶片探头,深度误差±1 mm,焊补区域缩小30%,焊材费用省50元/件。
射线+超声互补:对缩松敏感区RT拍片,对裂纹敏感区UT探伤,总缺陷漏检率<0.1%,满足EN 12681 2级要求。
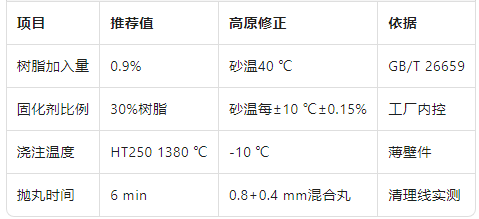
七、技术参数速查表
八、常见疑问一次解答
问:甘肃树脂砂铸件冬天能生产吗?
答:-15 ℃以上可生产,用预热砂仓40 ℃,固化剂换低温磺酸,24 h强度仍达1.6 MPa,完全满足批量节拍。
问:甘肃树脂砂铸件与覆膜砂差异?
答:同材质下尺寸精度±0.2 mm vs ±0.3 mm,树脂砂成本更低20%,但覆膜砂更适合<5 kg小件,可做到无披缝。

